
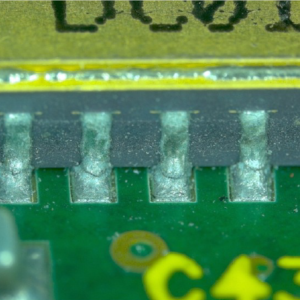
CLCC - Thermal Expansion Issues
Major differences in temperature between the CLCC body and the PCB substrate stresses the joint leading to cracks, solder is a fairly weak alloy which cannot withstand cyclic stresses easily. This leads to poor reliability and low cycles to failure.
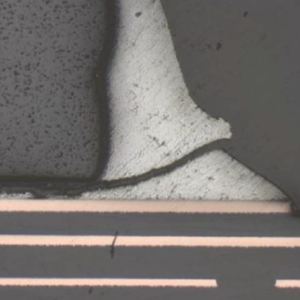
CROSS SECTION - SOLDER JOINT FRACTURE
The cross-section shows solder joint failure travelling through the bulk of solder. Note the low solder thickness under the component.
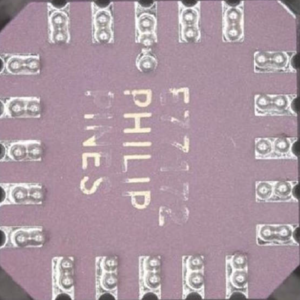
application specific solution
Solder spheres are attached to the bottom of the ceramic CLCC
Problem solved
Balled CLCC attached to the PCB using standard solder paste print and reflow techniques. This solution solves the problem of CTE, cleaning and voids.

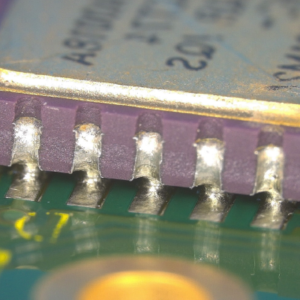
process adapted by customer as standard for all future assemblies
Cross-section of assembled, balled CLCC. Note the increase in joint thickness under the device. Dark areas are remaining HMP (High Melting Point) spheres. During assembly some of the HMP spheres dissolve into the molten tin/lead during assembly reflow.
