
- Home
- Who We Are
- What We Do
- Industry Applications
- Circular Economy
- Media
- Information Packs
- Interesting Reads
- Component Preparation for Mission-Critical Applications
- What is Robotic Solder Dip (Retinning, Alloy Conversion, Alloy Refresh)?
- Reballing: What Is It And When Do You Need It?
- The Quiet Deadline: How Obsolescence Shapes Modern Production
- Is Your Supply Chain Safe? Combatting the Threat of Counterfeit Electronic Components
- Quality
- Contact
Safety in oil and gas applications
Oil and Gas exploration is getting deeper, and as a result the environment that downhole electronics are now working at are pushing boundaries of components. Find out how Retronix can assist you.
case study - early solder joint failure
what was the problem?
A trend started to develop on probes that have had between 30-300 hours of downhole usage, the failure mode was normally processor related. It was found that some J leg devices could be flipped off of the board without minimum leverage, leaving a perfect imprint of a solder joint behind.
After investigation it was found that the legs of the IC’s were oxidised, this created poor solder joints that did not meet the Halliburton specifications. The heel joint was not forming with the required quantity of solder coverage and the toe joint would, in some cases de-wet, therefore causing a weakness and a solderability issue. This issue was missed by QA and final test, as it would not show up until subject to stress. It was found after a stress cycle and in the field.
Figure (top-left) – It was found that some J leg devices could be flipped off of the board without minimum leverage.
Figure (top-right) – Poor solderability and de-wetting on toe joints.
Figure (bottom-left) – Voiding under gull wing legs caused by oxidisation on legs.
Figure (bottom-right) – Shows heel joint separated from leg after temp cycling and vibration.
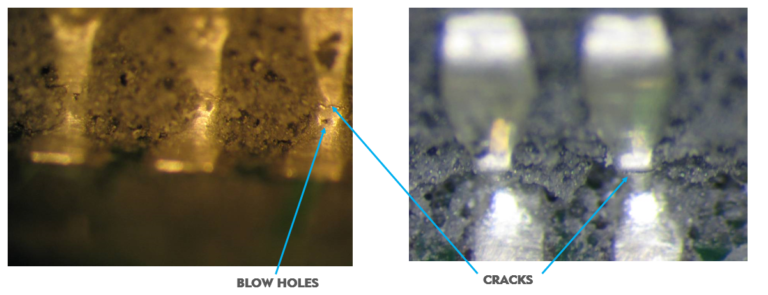
From these two photo’s at x40 magnification one can see ‘Blow Holes’ and ‘Cracks’ in the solder.
These cracks may not be evident during initial inspection at x10 magnification as they would not have received mechanical stress at that point in time.
what is the solution?
It was observed through repeated tests – that double dipping the device in its required solder was the solution.
- All SMT IC>=8 pins are now doubled dipped.
- Double Dipping also includes plating the toe of the leg.
- Training given to vendors for how to spot oxidation and other issues.
- Improved in house and field failure monitoring.
- X40 Magnification is now used on first and last off for each batch – for all lead pitches.
- Double dip part numbers have been raised in matrix – including process specification.
- Components are only Doubled Dipped if going to be used within 6 months. (continuous double dip increase Inter-metallics layer thickness giving reduced joint strength).
- Random Solderability test.
Field returns reduced to > 0.5%
Full suite of Retronix services
Find out more about how retronix can help your business
Contact the team today to discuss your requirements

© 2026
UK: Retronix, North Caldeen Rd, Coatbridge, Scotland, United Kingdom. ML5 4EF / Email: sales@retronix.com / Phone: +44 (0) 1236 433 345
USA: Retronix Global Inc, 1007 S Heatherwilde Blvd, Ste.300, Pflugerville, TX, 78660 / Email: USA@retronix.com
USA: Retronix, 10560 Dr.M.L.K Jr Street North, St.Petersburg, FL, 33716 / Email:USA@retronix.com